注意事項
電動(手)工具(含零件)限空運(海運需商檢)
google翻譯
google 翻譯僅供參考,詳細問題說明請使用商品問與答
■ 商品説明
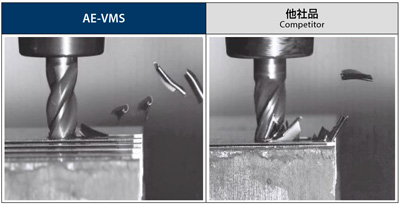
新品未開封品です OSG 超硬防振型エンドミル AE-VMS 12 五本セット 参考価格 ミスミ 5本で税込48,197円です 製品特長・仕様 製品の基本仕様・特長 ポジすくい角 高剛制 新溝フォーム 違いは溝加工でわかる:溝加工でバリが出にくいのは、安定加工の証です。
使用工具 AE-VMS φ10 他社品 φ10 被削材 SUS316 切削速度 69m/min (2,200min-1) 送り速度 350mm/min(0.04mm/t) 切削油剤 水溶性切削油剤 使用機械 立形マシニングセンタ(HSK63) 切りくず排出量 35cm3/min 17.5cm3/min
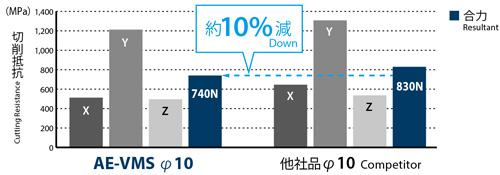
安定加工:低抵抗
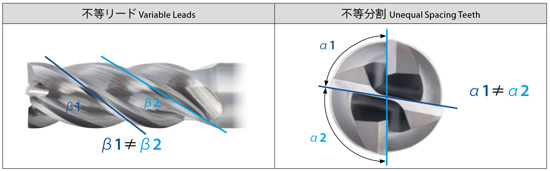
高能率:びびり抑制
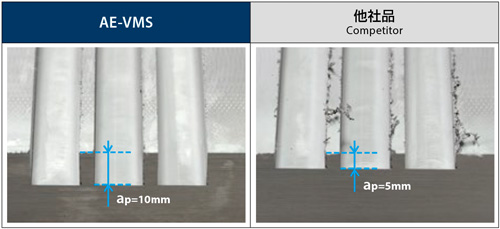
●高能率
使用工具 AE-VMS φ10×R1 被削材 SCM440 切削方法 溝切削 切削速度 90m/min (2,900min-1) 送り速度 660mm/min(0.057mm/t) 切込深さ ap=10mm 切削油剤 なし 使用機械 立形マシニングセンタ(HSK63)
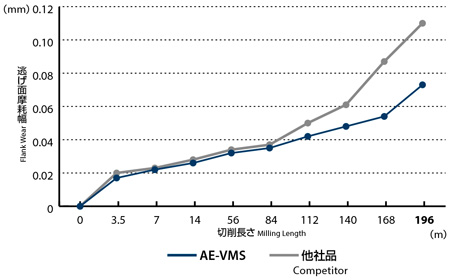
長寿命
使用工具 AE-VMS φ6×R1 被削材 S50C 切削方法 側面切削 切削速度 130m/min (6,900min-1) 送り速度 1,970mm/min(0.071mm/t) 切込深さ ap=9mm ae=1.2mm 切削油剤 エアブロー 使用機械 立形マシニングセンタ(BT40)
>